Как правильно паять провода: выбор и подготовка паяльника, уход за жалом + технология пайки многожильных проводов для начинающих
С начала XX века электричество прошло долгий путь. Система проводов была проложена по всему миру подобно паутине. Количество изобретений резко возросло — благодаря этому зародились многие типы современной бытовой техники.

Даже сейчас мастера выполняют ремонт приборов, ориентируясь по состоянию проводников.

Пайка считается одним из надёжных, но кропотливых и сопряжённых с риском занятий. Владение этим навыком позволит решать широкий круг повседневных проблем, связанных с электричеством.











Разумеется, перед работой важно освоить три главных постулата:
- Владение паяльным прибором.
- Соединение проводов в единую скрутку.
- Подбор правильных инструментов и материалов.

Суть процесса
Пайка служит отличным способом получать неразъёмные соединения элементов.
- Эту задачу решает припой (кусочек расплавленного металла, со временем застывающий в точке соприкосновения проводников). Нельзя выбирать что попало: температура точки плавления соединяющего металла должна быть ниже той, которой обладают кабели.
- Вместе с припоем в дело вступает флюс: оба компонента соприкасаются друг с другом из-за нагрева. Металл становится жидким, смачивая часть проводника. После выключения прибора сплав становится твёрдым, а соединение становится прочным.

Подобный параметр зависит от площади, вступившей в контакт со сплавом, а также чистоты самых проводников. Их следует предварительно страховать методом обезжиривания и очисткой от кислотных соединений. Именно флюс помогает решать подобную задачу: он улучшает текучие свойства металла.
Если речь идёт о медных компонентах, то к инвентарю предъявляются нестрогие требования. Новичкам рекомендуется осваивать ремесло именно методом работы с медью; после накопления нужных знаний и навыков можно приступать к другим материалам.

Сильные и слабые стороны пайки
Вышеупомянутая надёжность работы считается преимуществом такого занятия. Паяльник не уступает сварочному аппарату: результат работает столько же времени, сколько и исходное устройство.

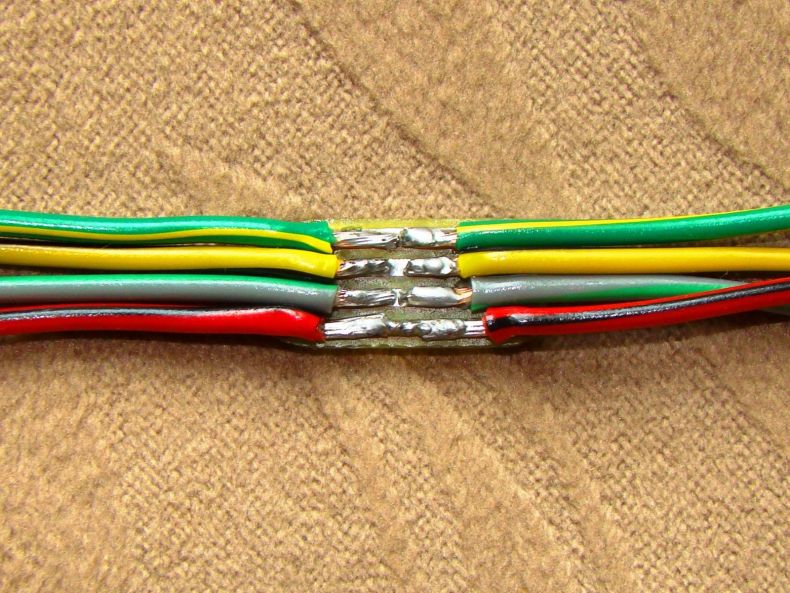
Процесс позволяет соединять отличающиеся по сечению проводники, а также компоненты с различным количеством жил. Работа не предусматривает больших материальных затрат: канифоль и припой покупаются недорого.
Единственный недостаток заключается в трудоёмкости процесса и наличии навыков работы с аппаратом.







Инструменты и материалы
До начала пайки человеку стоит обзавестись необходимым инвентарём и материалами. Самый главный «узел» — это паяльник, разогревающий металлические вещества до точки плавления.

Прибор устроен из трёх важных частей:
- Ручка — область удерживания устройства. Её делают из дерева или пластмассы; в большинстве случаев она не подвергается влиянию высоких температур.
- Нагревательный элемент, проводящий «разогрев» устройства.
- Рабочий элемент — наконечник, соприкосновение с которым обеспечивает плавление веществ.
Классификация паяльников
Эти устройства подразделяются на следующие категории:
- Электрические. Рабочий элемент у таковых выглядит как острый наконечник из меди. Его предельная температура достигает 300 градусов Цельсия при относительно меньшей мощности агрегата (60-100 ватт).
- Газовые — своего рода аналоги горелок. Вместо металлических концов в дело вступает открытое пламя, форма которого регулируется благодаря насадкам.
- Термические воздушные — аналогичны предыдущим, но металлы плавятся благодаря потокам нагретого воздуха.
- Молотковые — обязаны своим названием благодаря массивной форме медного наконечника. Нагрев выполняется двумя способами: открытым пламенем или с помощью встроенного узла.

Первый из этих вариантов считается самым популярным среди мастеров и любителей.

Припой
Этот компонент считается самым важным для успешного освоения ремесла.
- Собственно припой является соединением нескольких металлов со сниженными точками плавления (олово, кадмий, свинец, никель, медь, серебро). Состав можно определять, взглянув на маркировку: ПОС-60 расшифровывается как сплав олова и свинца, причём первое составляет 60% от всего сплава.
- Наиболее предпочтительным вариантом послужит чистый металл, но за него придётся отдавать большие деньги. Припой продаётся в различных форматах: паста, гранулы, порошок, слитки, проволока и фольга.
Этот компонент нагревают выше точки плавления, затем полученному веществу дают прикоснуться к поверхности проводников. Сплав проникает во все полости, обеспечивая надёжное соединение; дальнейшая работа возлагается на физические и химические процессы.
Тем, кому нужно припаять провода из алюминия, следует тщательно подбирать варианты припоя. Наиболее удобные из них — это ЦО-12 (12% цинка с оловом) и ЦА-15 (15% аналогичного металла с алюминием).








Флюс
Под этим термином понимается смесь органических и неорганических компонентов для подготовки материалов к пайке.
Канифоль — наиболее доступный и популярный вариант. По сравнению с кислотами её довольно сложно применять: важно укладывать в неё жилу, затем нагреть паяльником. Результат — плавление смолы, обволакивающей «внутренности» провода.

Редкий способ заключается в применении припоя с содержанием канифоли. В большинстве случаев вещество напоминает проволоку, что значительно ускоряет процесс.

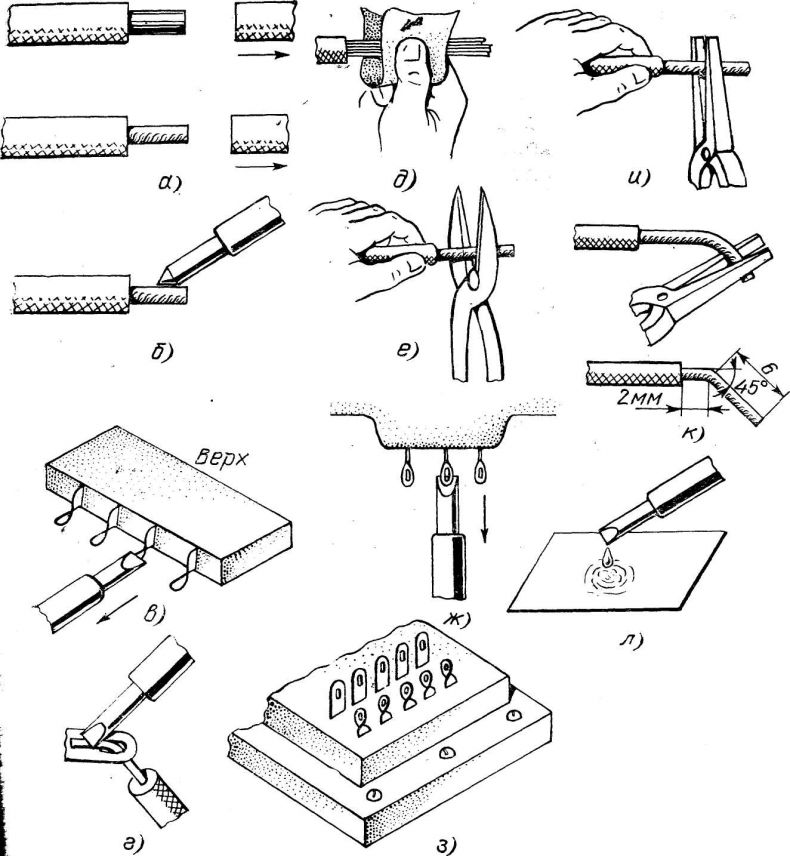
Подготовка к работе
Мастеру требуется выполнять следующие шаги перед пайкой:
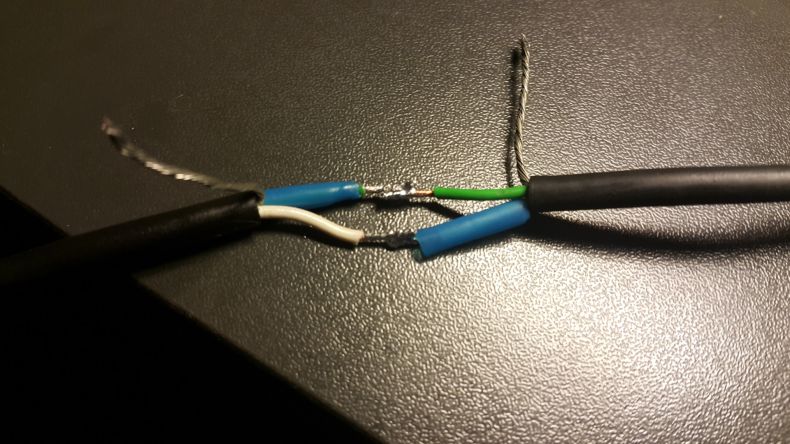
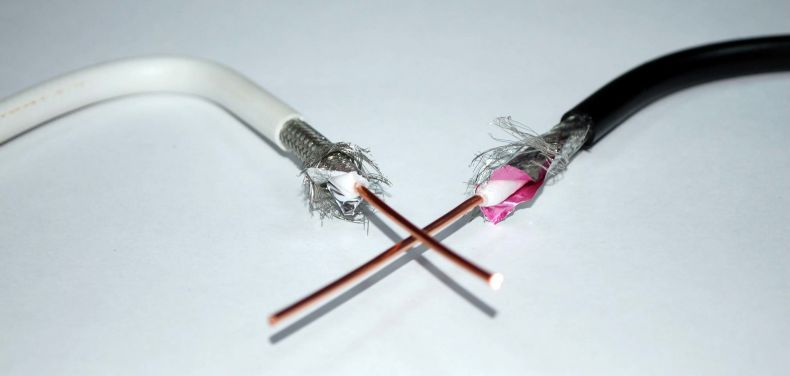
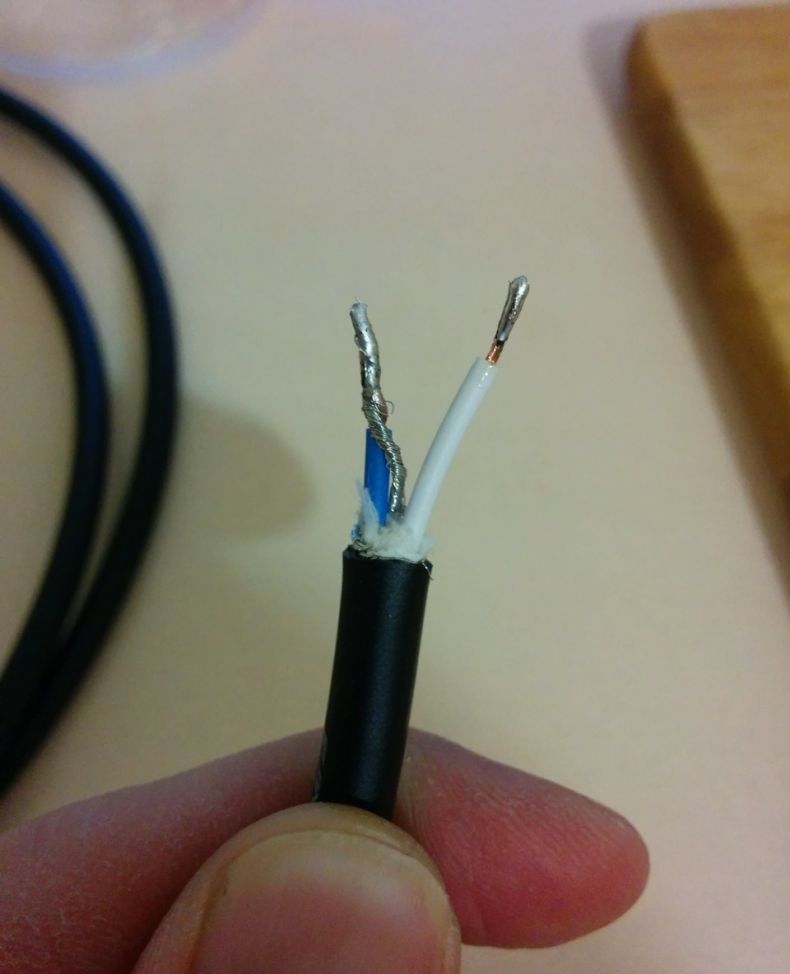
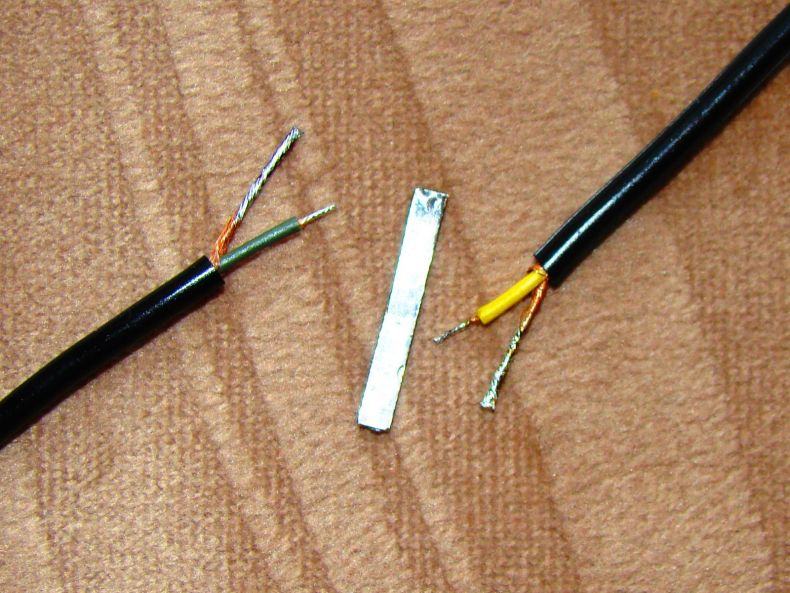
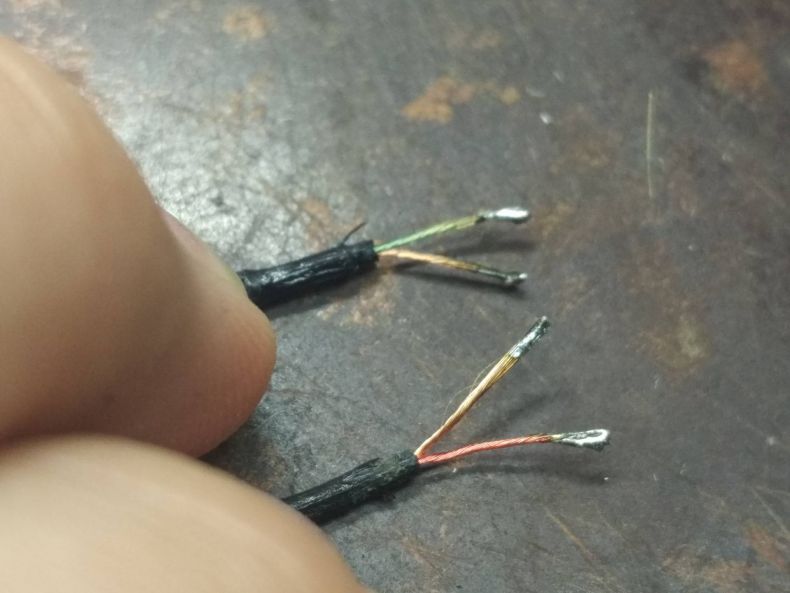
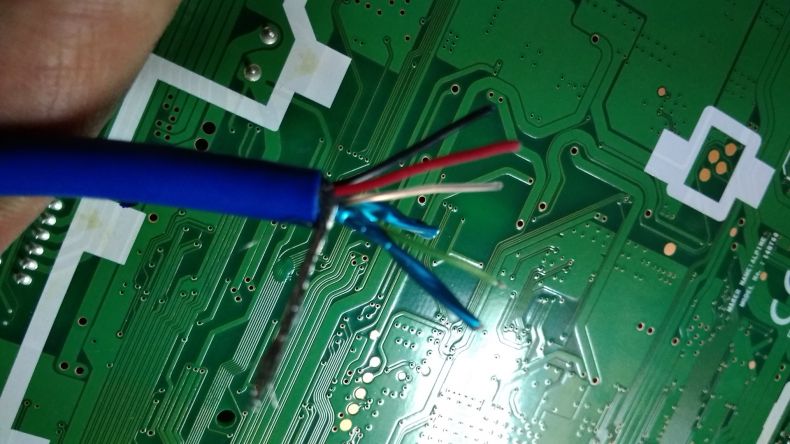
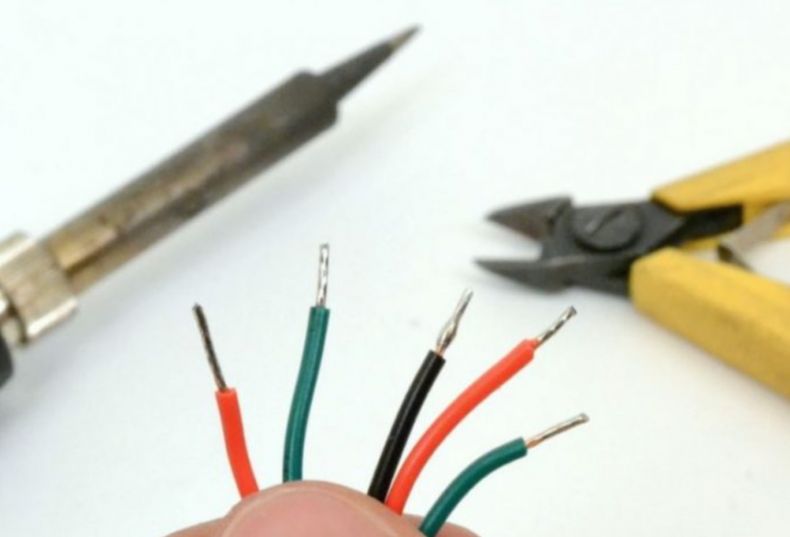
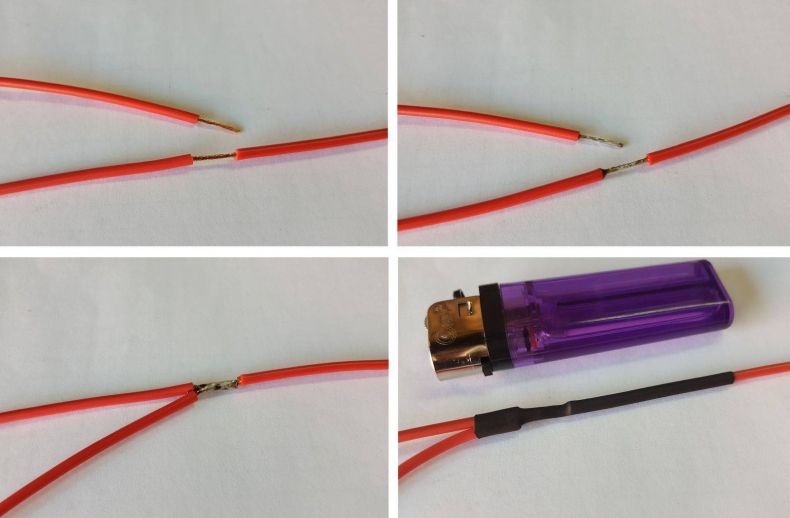
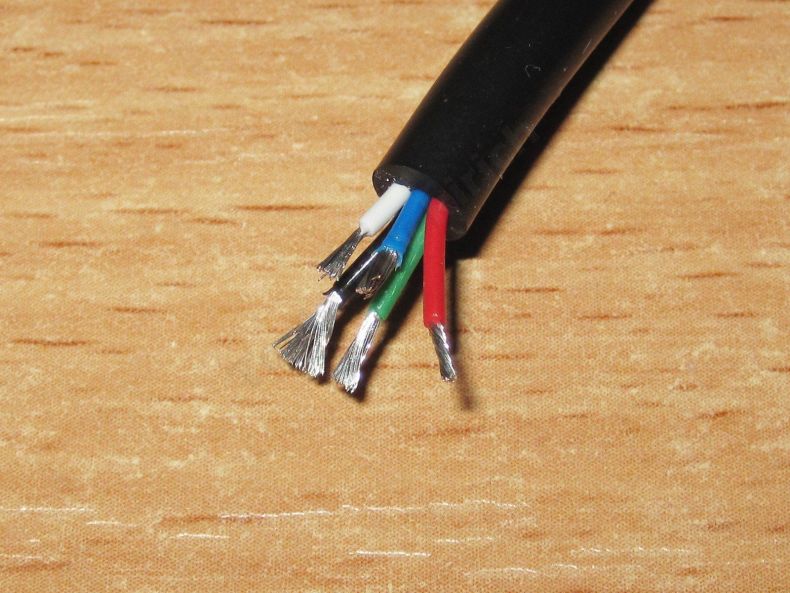
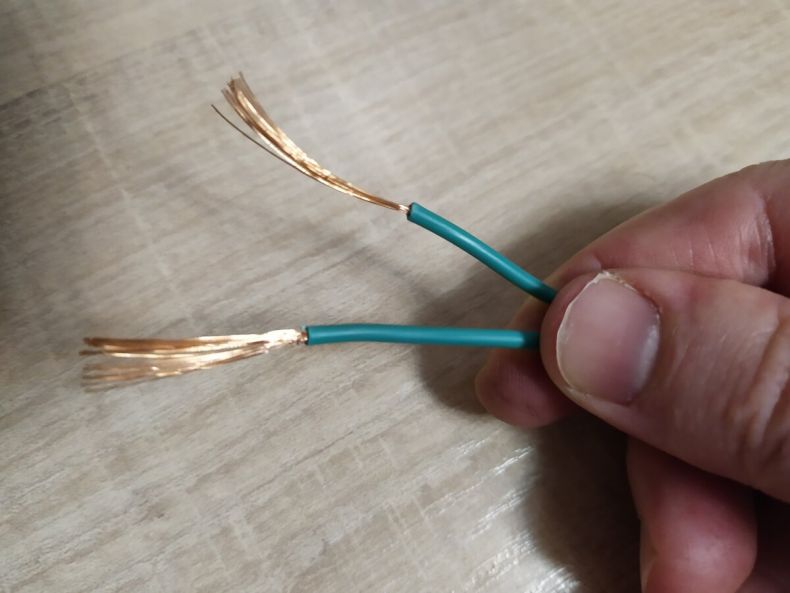
- Срезать изоляционный слой с соединяемых проводников (достаточно 4-5 сантиметров от каждого конца).
- Провести зачистку металлических кончиков от остатков кислоты — наждачная бумага с мелкими зёрнами в помощь. Операция выполняется до тех пор, пока вещество не заблестит.
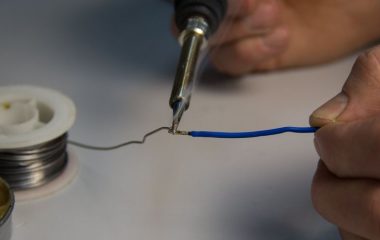
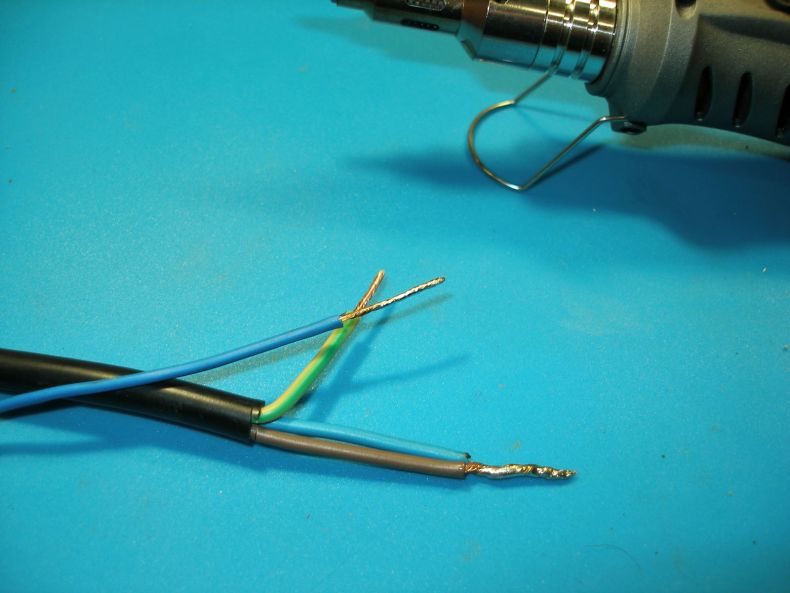
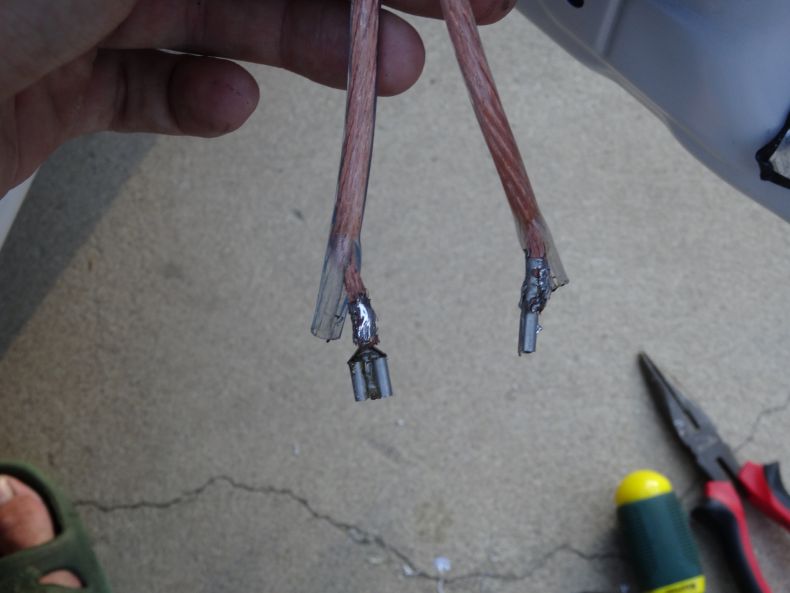
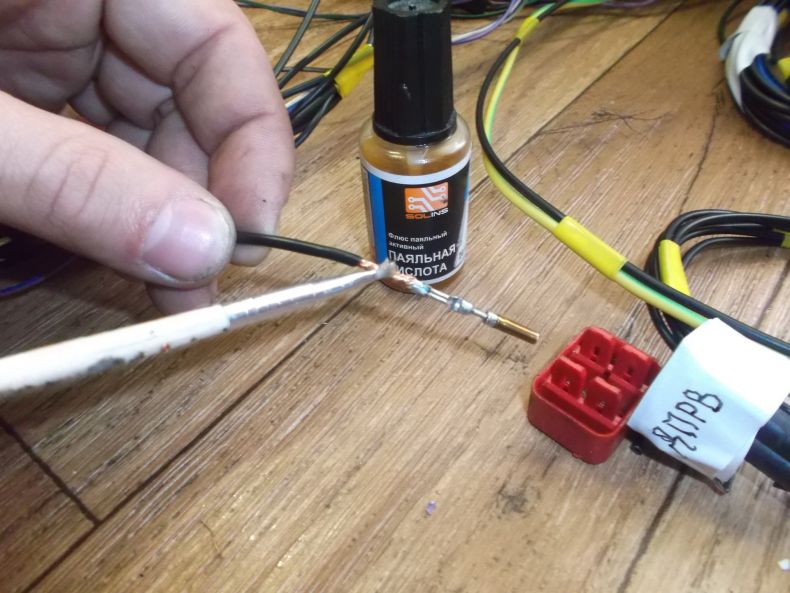
- Выполнить лужение перед пайкой медных проводов. Для начала требуется разогреть канифоль до температуры плавления — на это укажет превращение твёрдого тела в жидкое. Оголённые концы важно погружать в полученную смолу, затем «намочить» наконечник устройства и легко провести по поверхности проводника (при необходимости его следует проворачивать). Процедура повторяется для всех необходимых кабелей.
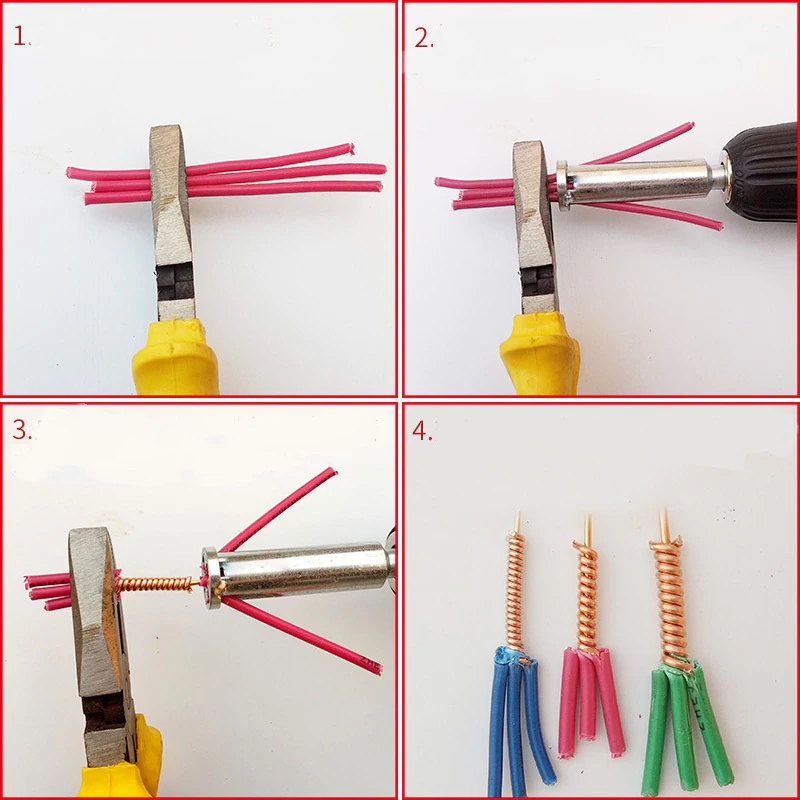
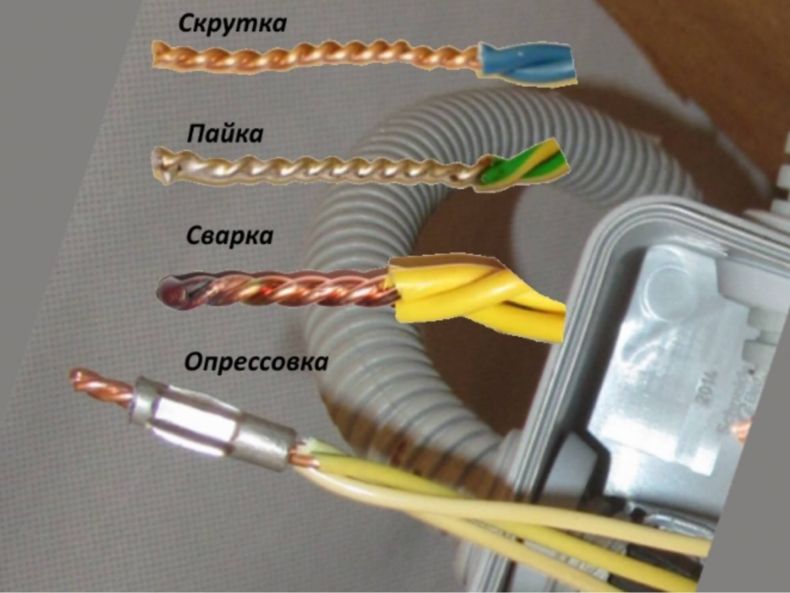
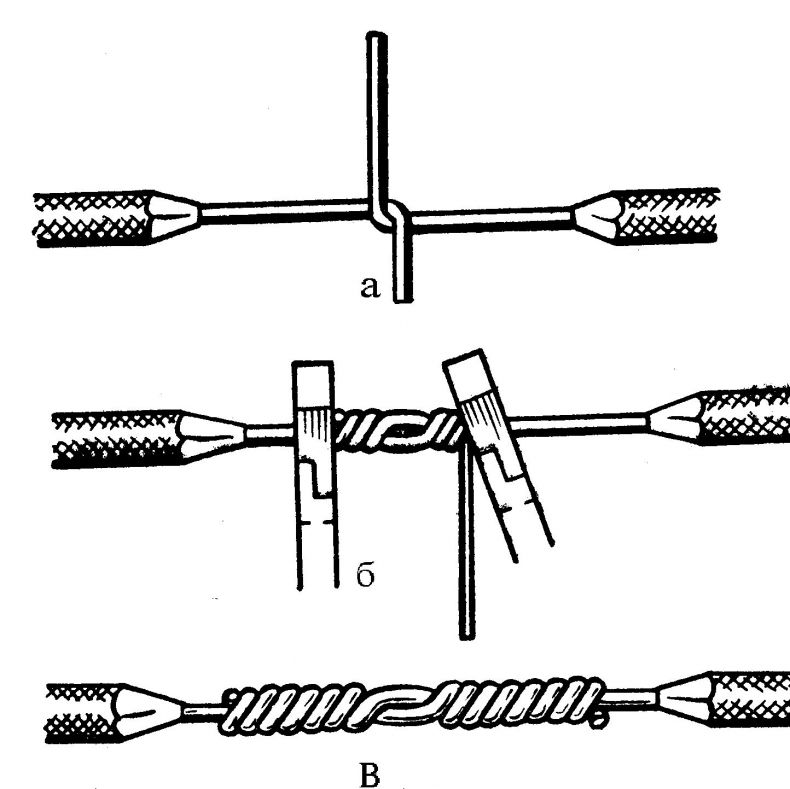
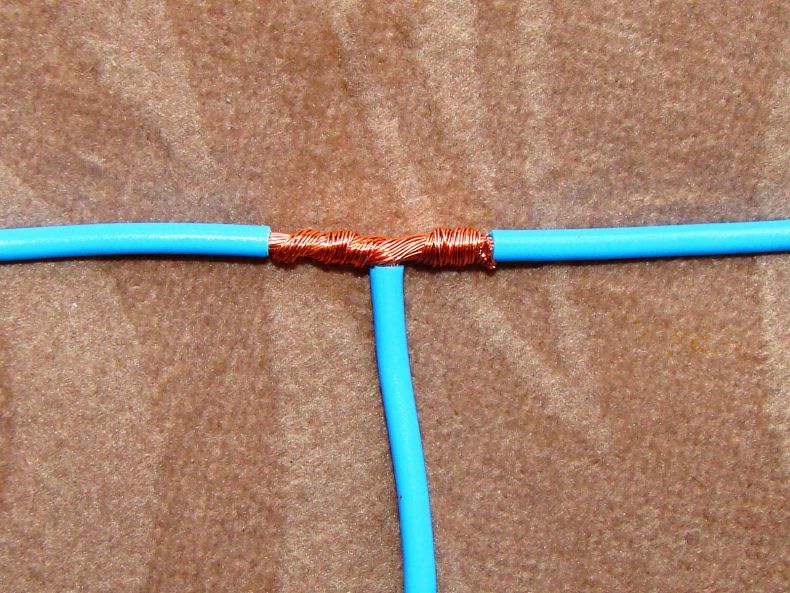
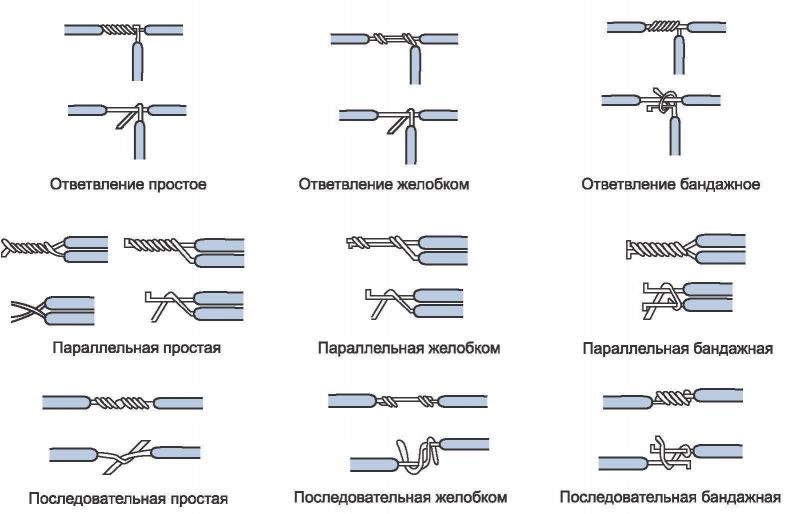
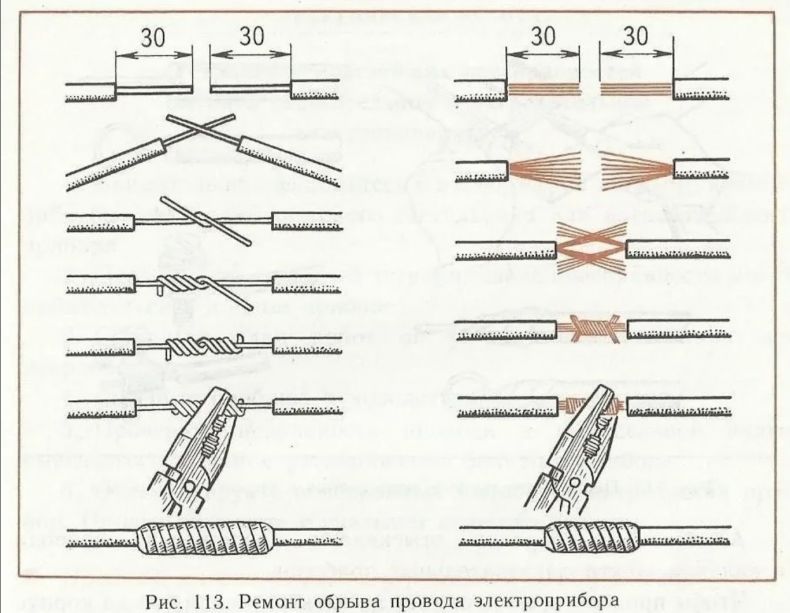
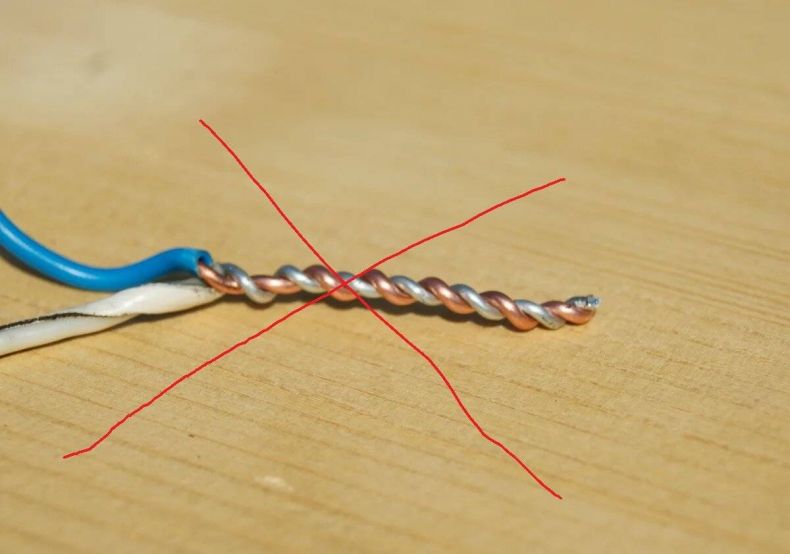
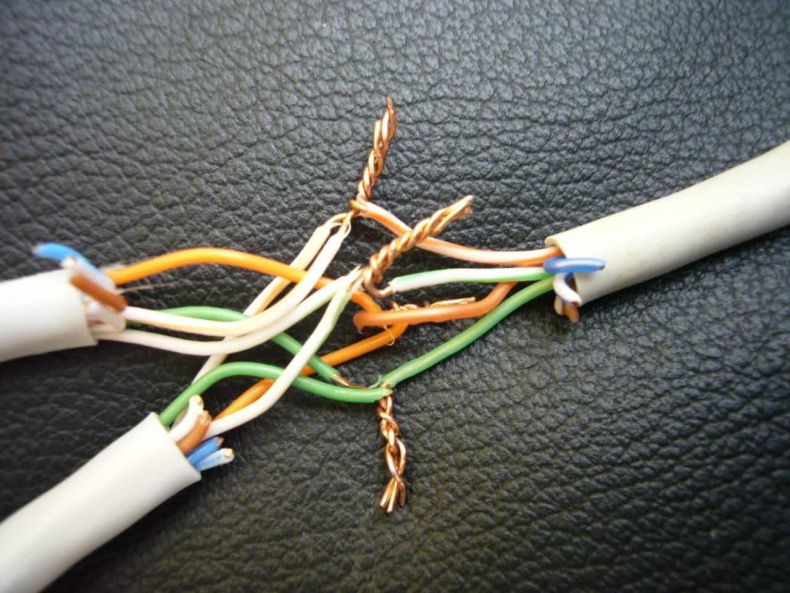
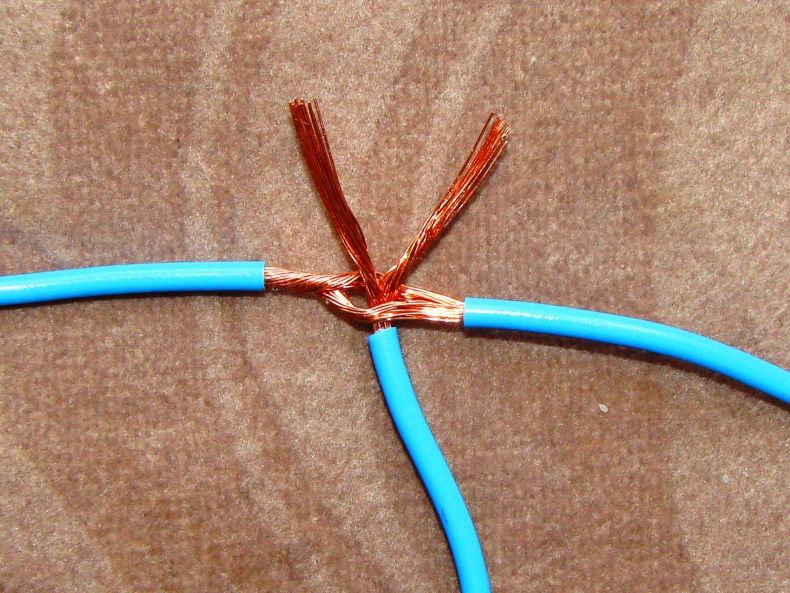
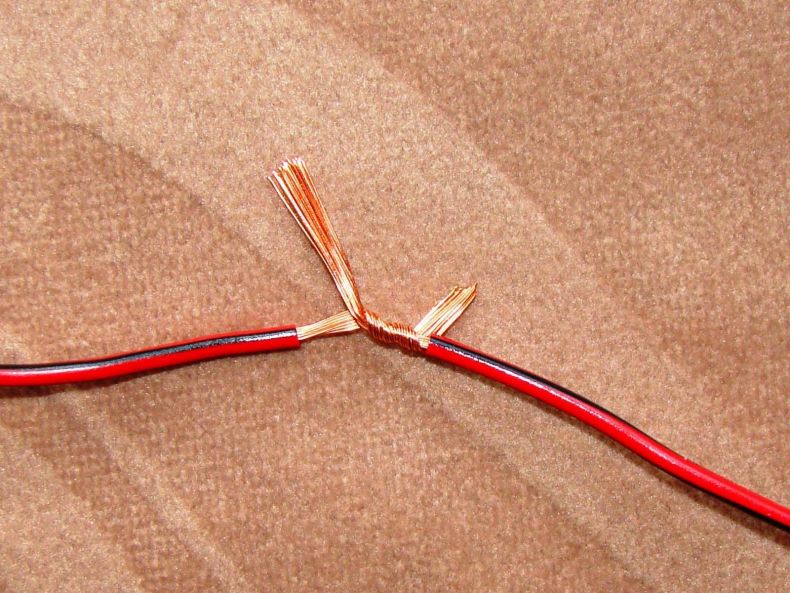
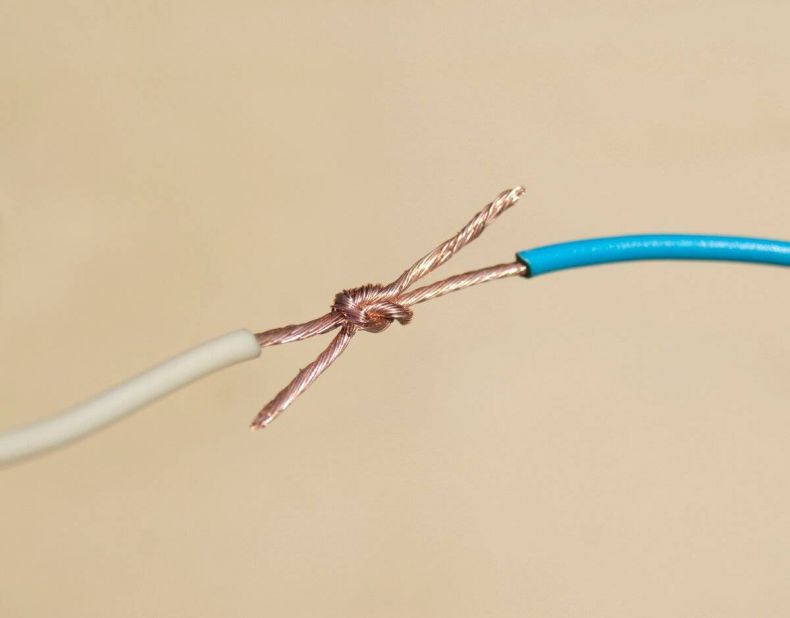
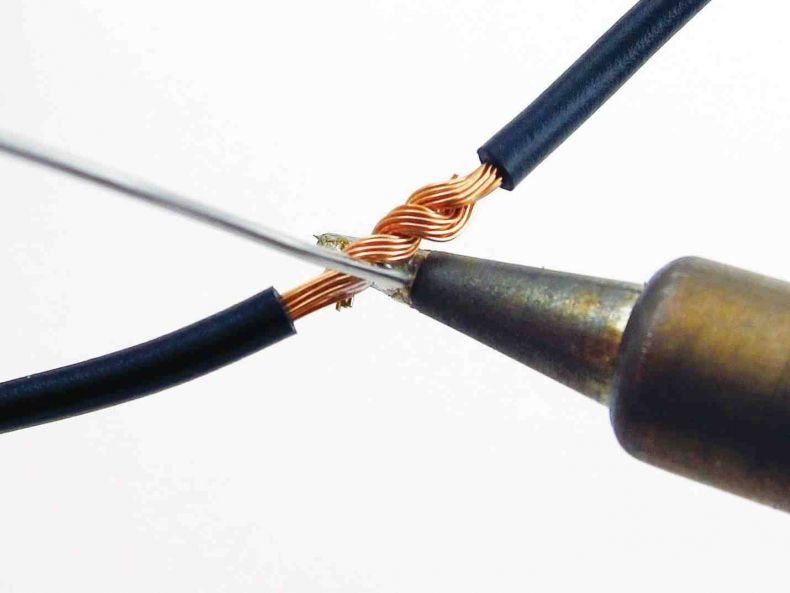
- Соединить все прошедшие через предыдущий шаг провода в скрутку.
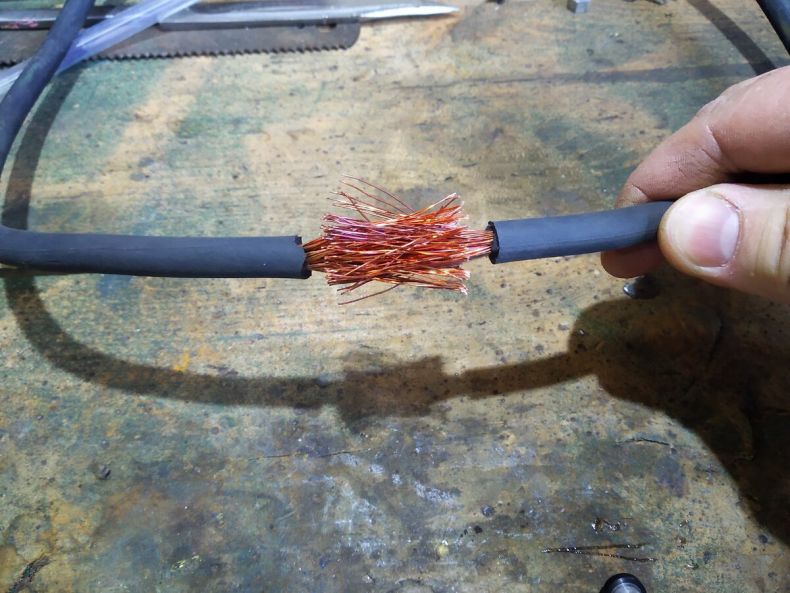
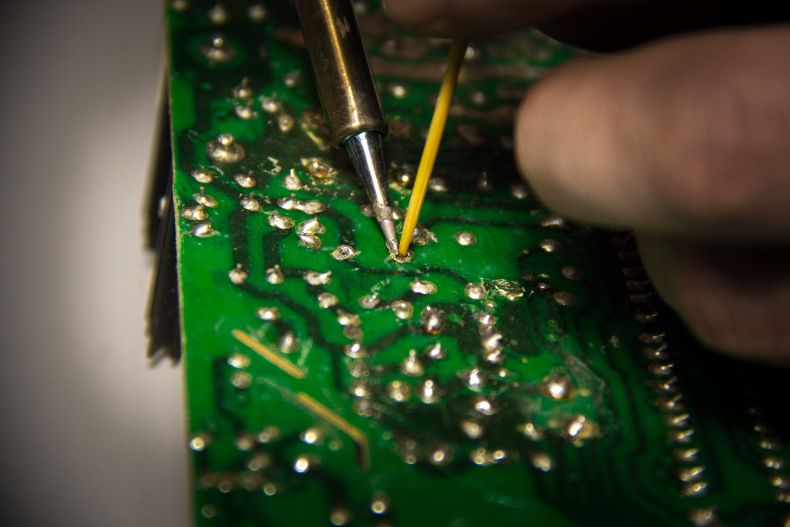
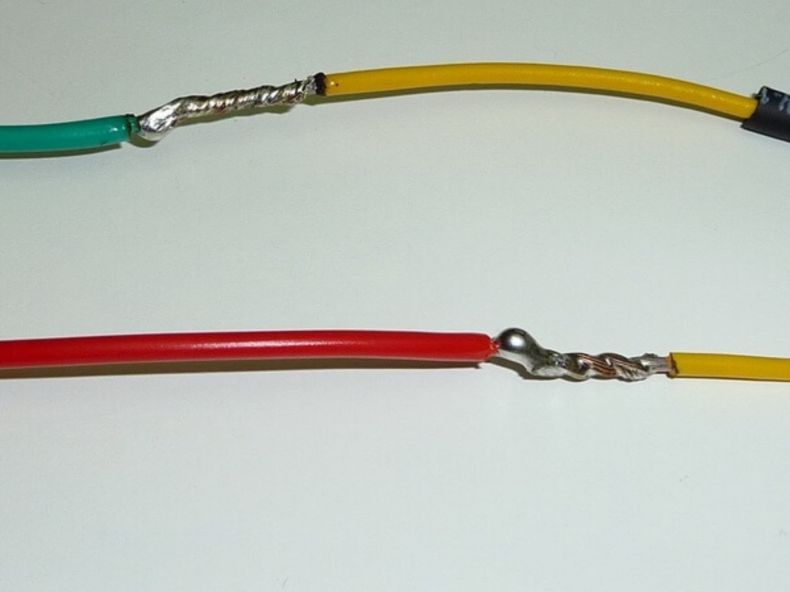
Выполнение пайки
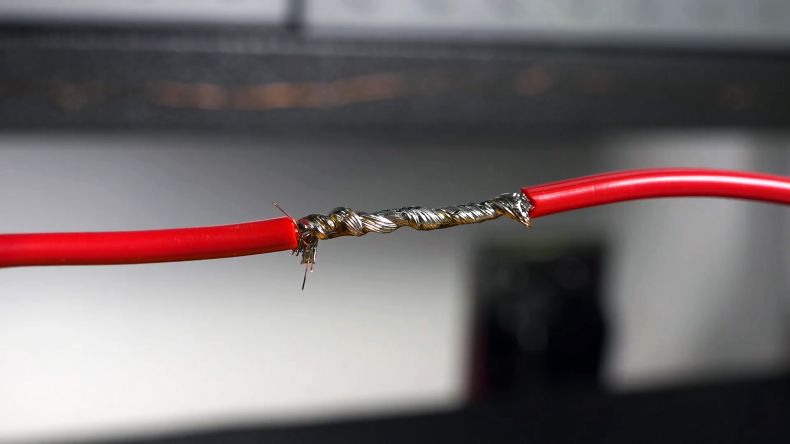
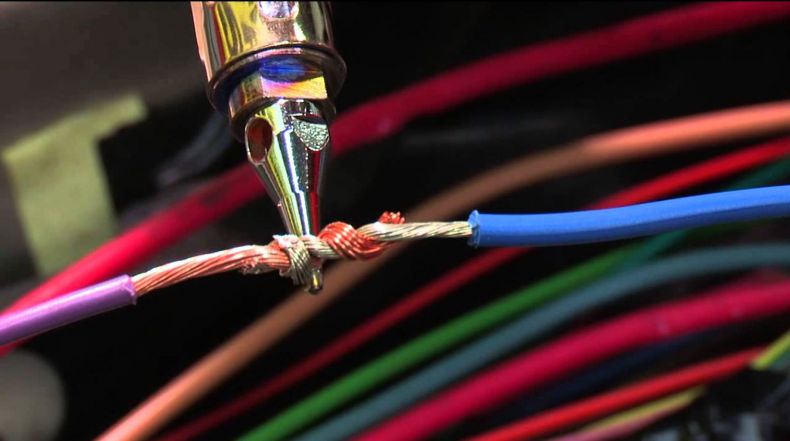
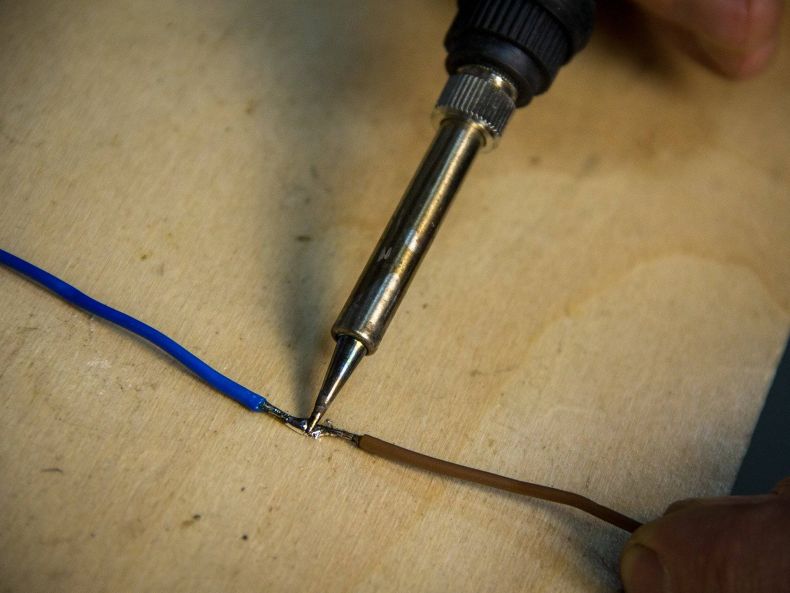
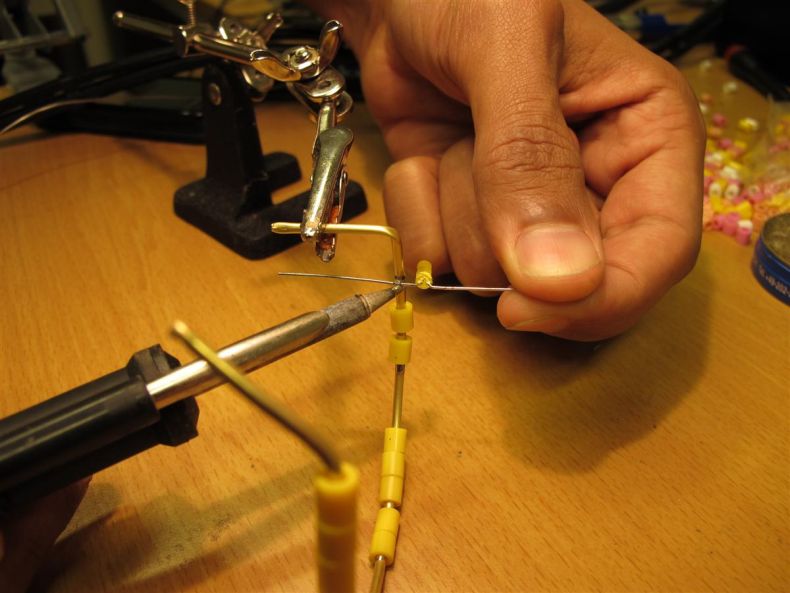
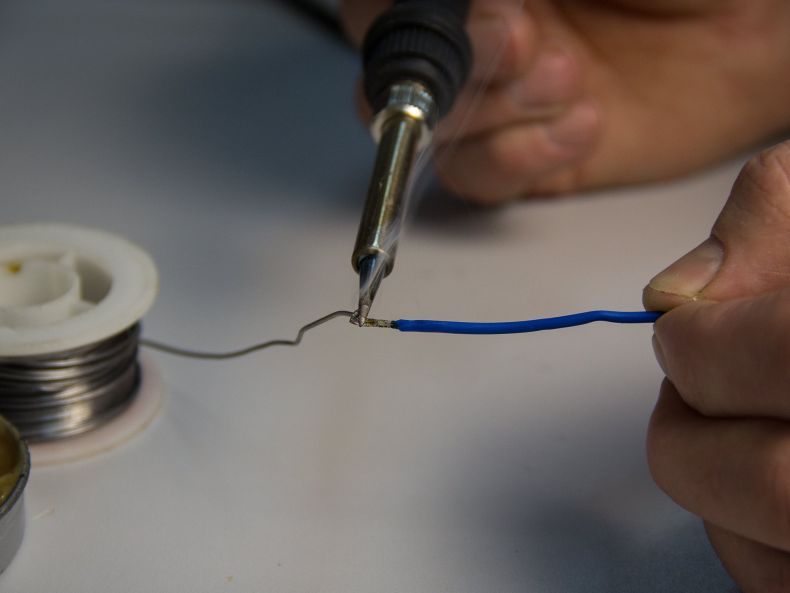
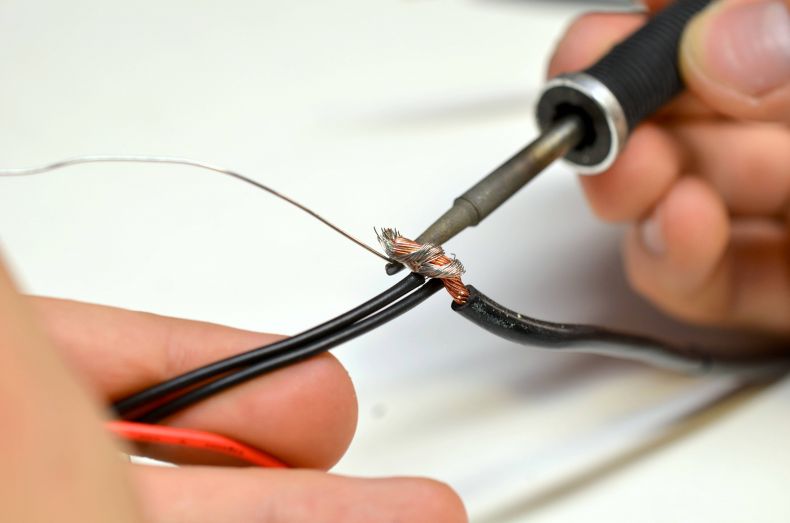
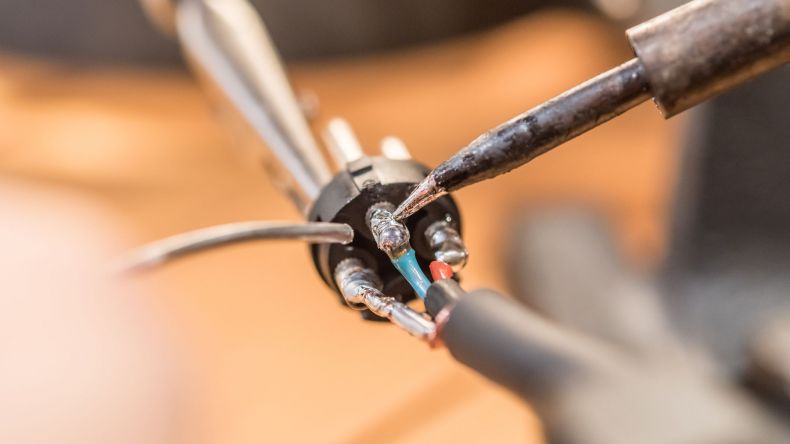
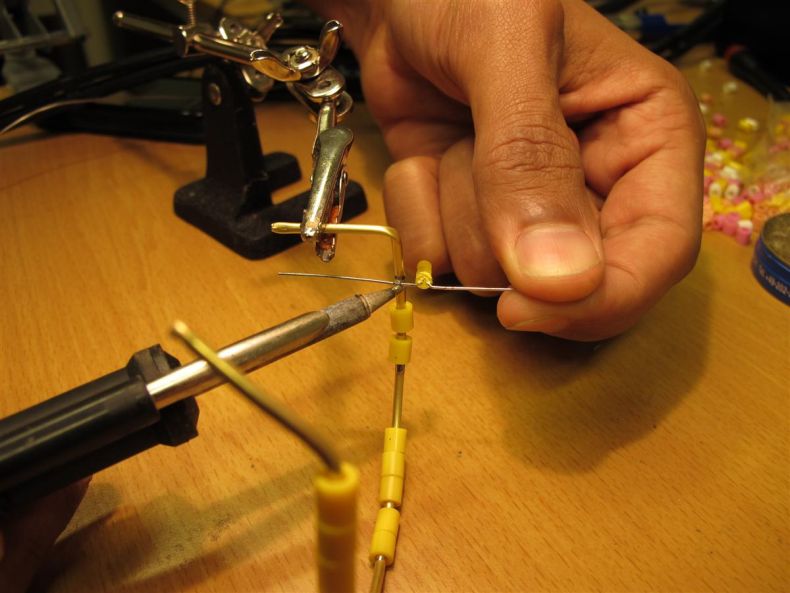
Первый шаг — удержание плоскогубцами полученной скрутки (необходимость в таковой отпадает, когда речь идёт о тонких проводах) до плотного прижатия. Не отпуская инструмент, мастер затем берёт паяльник и смачивает «жало» в сплав припоя, который затем прижимается к месту соединения контактов.

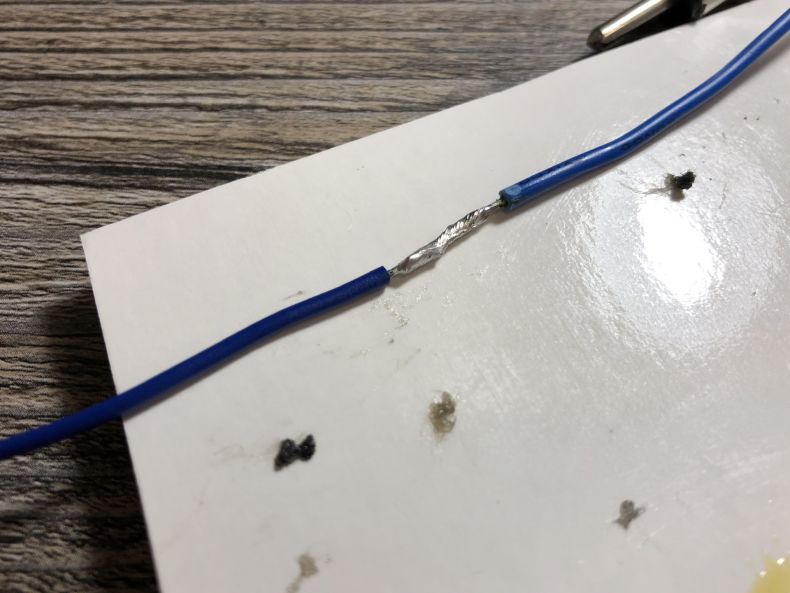
При разогреве канифоль станет кипеть, а само вещество станет растекаться. Далее — дело времени: сплав проникает во все зазоры между жилами.
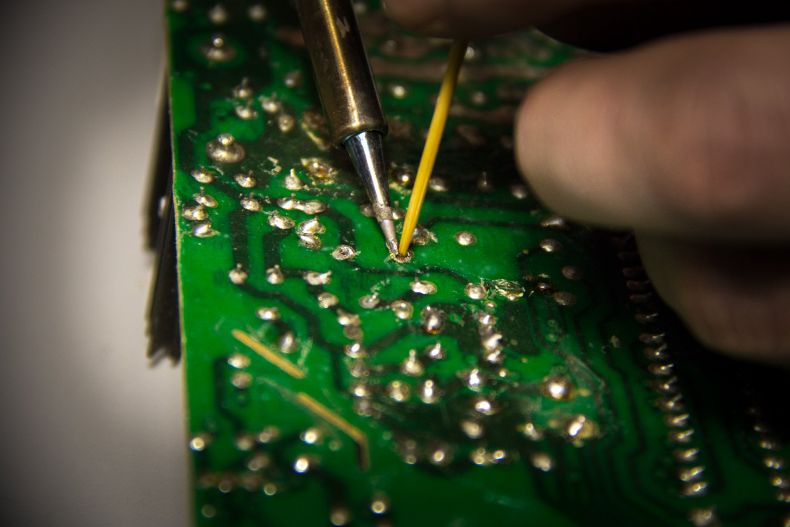






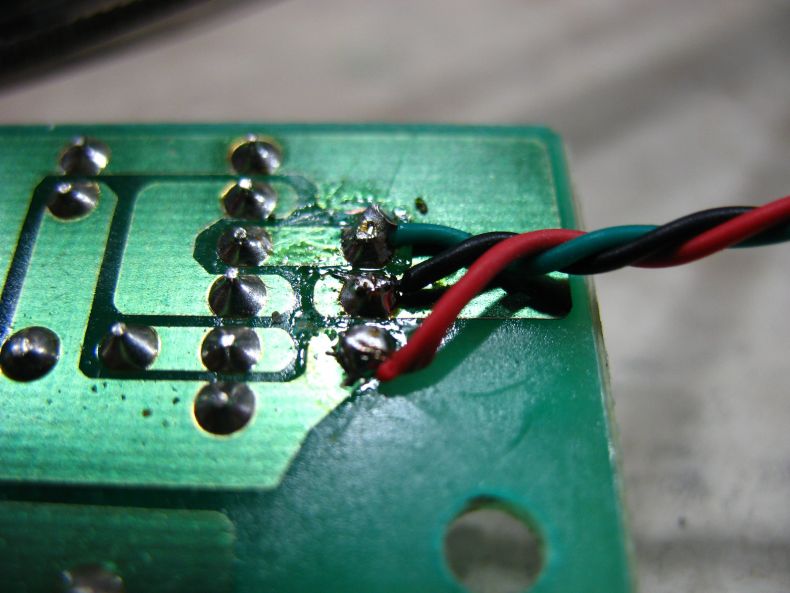

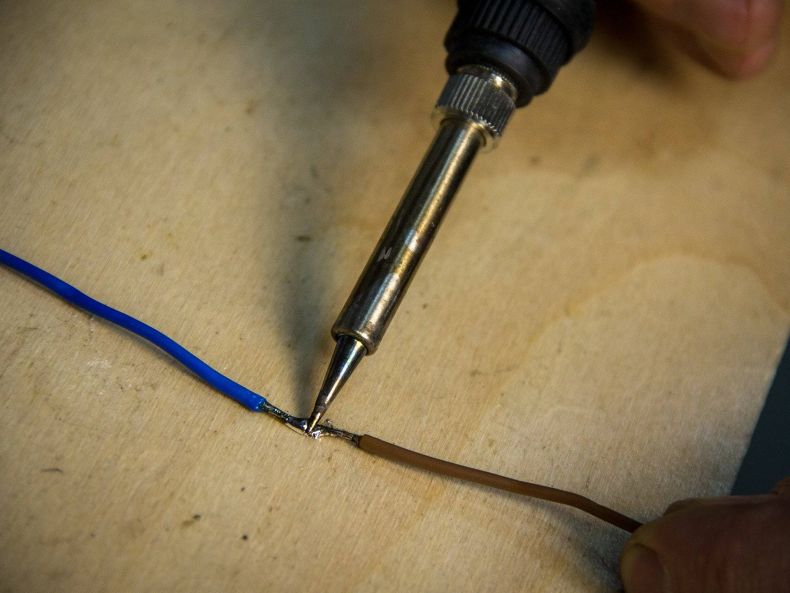
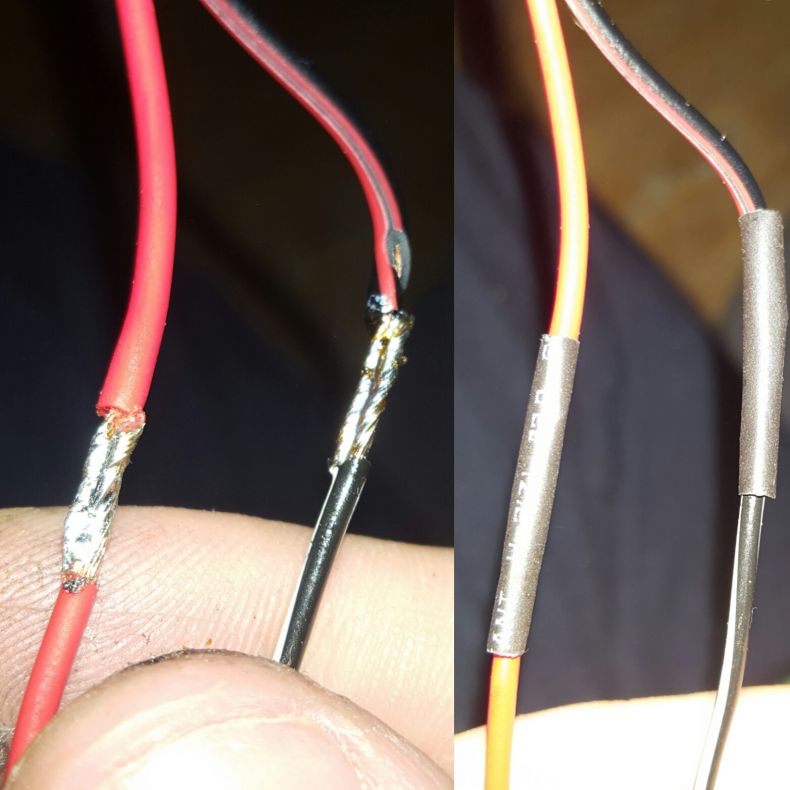
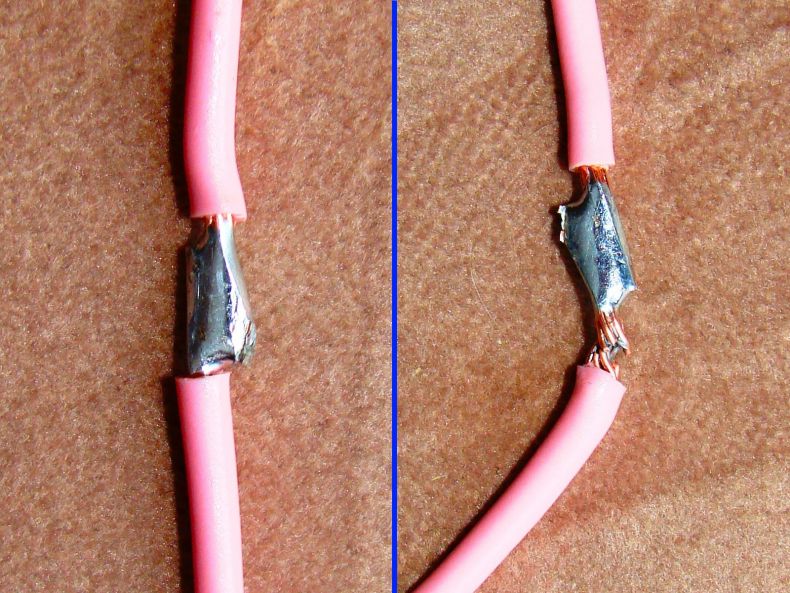
Прогревание концов для соединения обязательно во избежание «холодной» и ломкой пайки. Затем результату дают остыть; шевелить его при этом нельзя по аналогичной причине. После застывания место пайки протирается спиртом для зачистки излишков флюса.
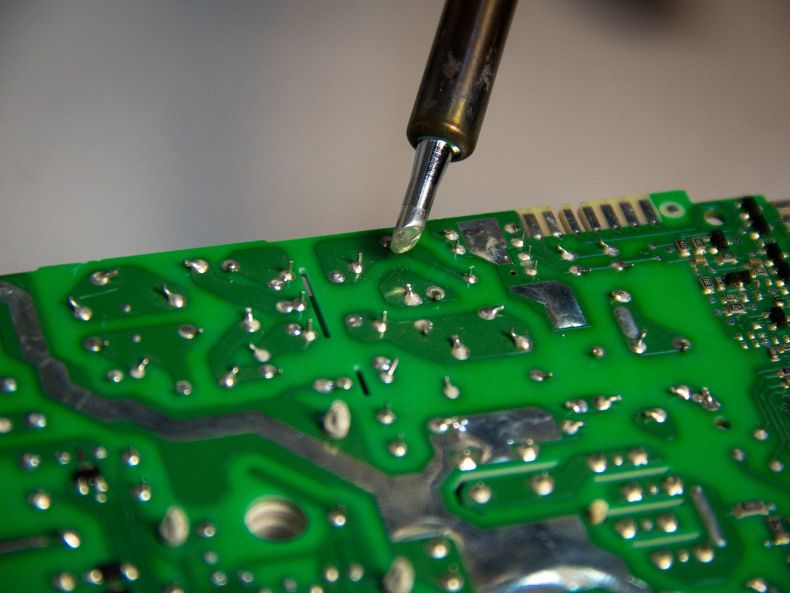
Фото как правильно паять провода